Металлическая 3D‑печать: технологии и производство
Промышленная металлическая 3D‑печать на оборудовании HBD
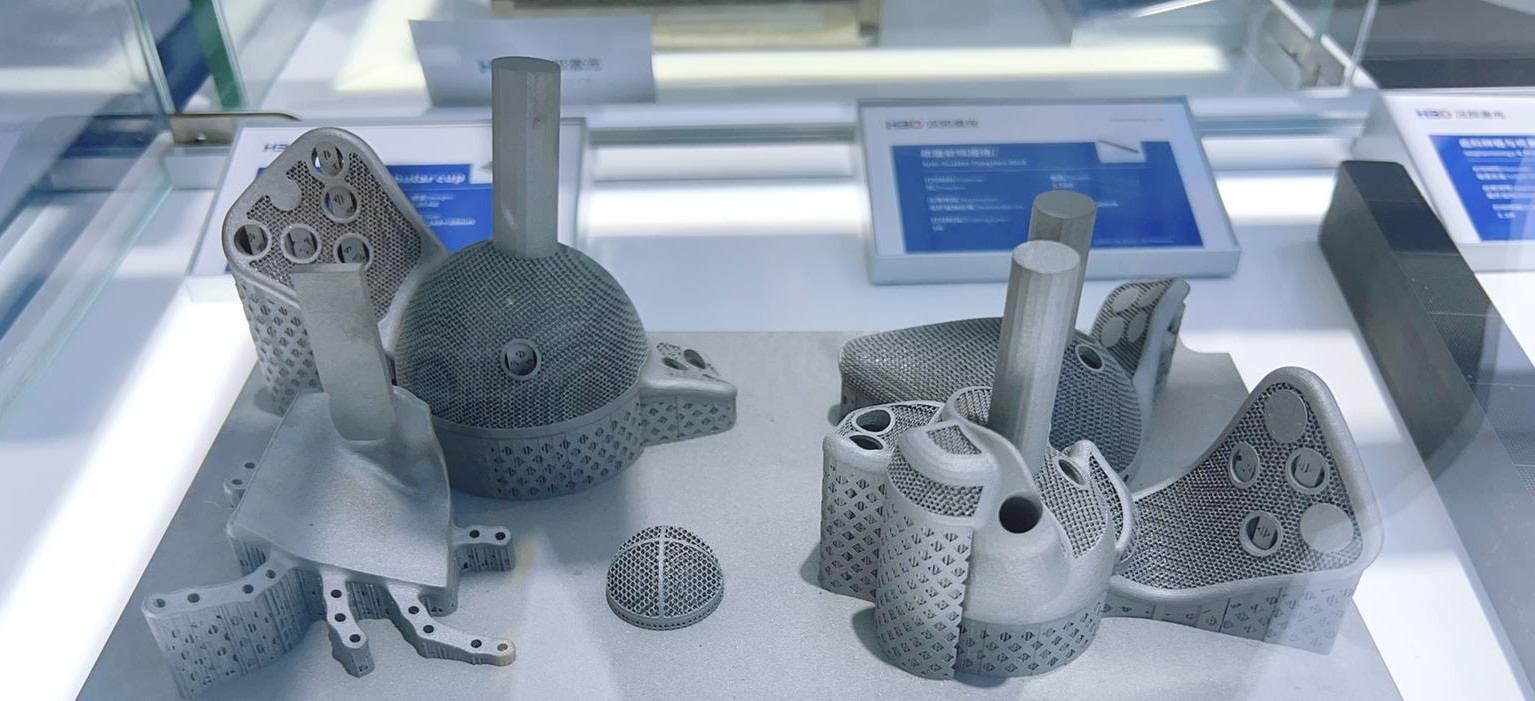
Группа компаний «Синтегра» выполняет полный цикл изготовления изделий методом селективного лазерного сплавления (SLM) на высокопроизводительных 3D‑принтерах HBD. Мы производим как единичные детали по индивидуальным проектам, так и серийные партии для авиакосмической, автомобильной, медицинской, энергетической и других отраслей промышленности.
HBD 400 — промышленная система металлической 3D‑печати
HBD 400 — флагманская система селективного лазерного сплавления (SLM) с форматом построения 350 × 400 × 400 мм. Оборудование оснащено 6-лазерной автоматической системой сканирования, замкнутым циклом подачи порошка и интеллектуальной системой фильтрации. Принтер обеспечивает стабильное качество на всех этапах печати — от первых слоёв до финальной детали.
- Технология: SLM (Selective Laser Melting)
- Лазеры: 4×500 Вт / 6×500 Вт / 1000 Вт
- Область построения: 350 × 400 × 400 мм
- Толщина слоя: 20–120 мкм
- Точность: 0,05–0,2 мм
- Плотность: ≥ 99,9%
- Скорость сканирования: ≤ 10 м/с
- Масса: ~ 3300 кг

Технологические возможности HBD

Замкнутый цикл подачи порошка
Интегрированная система подачи, отсасывания и просеивания металлического порошка. Полностью автоматизированный замкнутый цикл для производственных ячеек из нескольких 3D-принтеров с возможностью масштабирования. Система включает порошковый насос, сито и деповдеритель, обеспечивающие непрерывную работу без контакта оператора с порошком.
Долговечная система фильтрации
PTFE-фильтры класса H13 с эффективностью улавливания до 99,9% улавливают частицы размером от 0,3 мкм. Система самоочистки продлевает срок службы фильтра более 5 лет. Оптимизированная конфигурация газового потока обеспечивает безопасную и эффективную рециркуляцию в инертной среде.
Оптимизированный газовый поток
Равномерный и стабильный поток газа в камере построения — результат многоэтапного цикла проектирования, тестирования и оптимизации. Камера обеспечивает удаление продуктов спекания из зоны плавления, что критически важно для получения плотных и однородных деталей по всему объёму построения.

Бессуппортная технология печати
Технология Less-Support позволяет печатать сложные геометрии без внутренних поддерживающих структур. Угол наклона уменьшен с 45° до 6°, объём поддержек сокращён до 96%. Это даёт максимальную свободу проектирования, снижает расход материала и сокращает время постобработки.
Материалы
Оборудование HBD совместимо с широким спектром металлических порошков. Компания обладает обширным опытом термообработки для каждого материала, чтобы достичь оптимальных механических свойств.
TC4 (Ti-6Al-4V)
α+β титановый сплав. Наиболее широко используемый класс титановых сплавов. Обладает отличной биосовместимостью, высокой прочностью и коррозионной стойкостью. Применяется в медицинских имплантах, авиакосмических конструкциях, компонентах автоспорта.
316L
Аустенитная нержавеющая сталь с высокой коррозионной стойкостью. Легко сваривается и обрабатывается. Применяется в пищевом оборудовании, химической промышленности, медицинских инструментах, морском машиностроении.
GH4169 (Inconel 718)
Жаропрочный никелевый сплав, сохраняющий механические свойства при температурах до 700°C. Широко применяется в авиационных двигателях, газовых турбинах, энергетическом оборудовании, нефтегазовой промышленности.
AlSi10Mg
Алюминиево-кремниевый сплав с хорошими литейными свойствами и высокой теплопроводностью. Идеален для лёгких конструкций. Применяется в автомобилестроении, аэрокосмической отрасли, теплообменниках, корпусах электроники.
18Ni300 (Maraging)
Мартенситно-стареющая сталь с уникальным сочетанием высокой прочности и вязкости. После термообработки достигает предела прочности до 2000 МПа. Применяется для пресс-форм, штампов, инструмента, деталей высоконагруженных механизмов.
CX (Corrax)
Коррозионно-стойкая сталь с высокой прочностью и отличной полируемостью. Сочетает коррозионную стойкость нержавеющих сталей с прочностью инструментальных. Применяется в пресс-формах для пластика, медицинском оборудовании.
17-4PH
Дисперсионно-твердеющая нержавеющая сталь, сочетающая высокую прочность с коррозионной стойкостью. Хорошо обрабатывается и сваривается. Применяется в машиностроении, энергетике, химической промышленности.
Технология будущего: 3D‑печать из титанового сплава
Сплав TC4
α+β титановый сплав — наиболее широко используемый класс титановых сплавов в мире. Оптимальное сочетание прочности, биосовместимости и коррозионной стойкости.
Биосовместимость и безопасность
Отличная совместимость с костной тканью. Исследования не выявили появления клеточных токсичных субстанций в области контакта эндопротеза с живыми тканями.
Прочность
Высокая прочность под нагрузкой и низкая плотность сплава позволяет достичь максимально схожих модулей упругости с костью (CoCr ~210 ГПа, сталь ~190 ГПа; TC4 ~110 ГПа — ближе к кости 10–30 ГПа).
Пористость
Пористые структуры (печатаемые только на принтерах) имитируют губчатую кость, способствуя лучшему прирастанию для оптимальной остеоинтеграции.
Ключевые преимущества

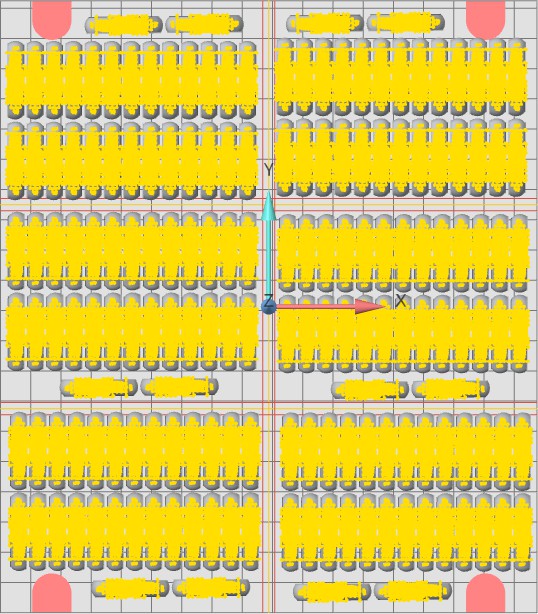
Индивидуальное и серийное производство
100% соответствие анатомии пациента при индивидуальном изготовлении. Возможность серийного выпуска — до 288 ацетабулярных чашек за один цикл печати. Гибкая настройка параметров под каждую партию.

Высокая скорость и эффективность
Конфигурация с 6 лазерами и автоматизированная система подачи порошка позволяют сократить время производства до 2 минут на одну деталь при серийном выпуске. Автоматизация постобработки и замкнутый порошковый цикл минимизируют простои.
Прецизионная точность и повторяемость
Точность изготовления 0,05–0,2 мм при относительной плотности выше 99,9%. Интеллектуальная система контроля формы и свойств обеспечивает стабильное качество на всём временном промежутке печати — от первых до последних слоёв.
Отрасли применения
Металлическая 3D-печать HBD применяется в ключевых отраслях промышленности — от авиакосмоса до потребительской электроники. Для каждой отрасли предлагаются оптимизированные параметры печати и сертифицированные материалы.

Авиакосмическая промышленность
Аддитивные технологии позволяют создавать лёгкие детали сложной геометрии, снижая расход топлива и увеличивая полезную нагрузку. 3D-печать лопаток турбин с оптимизированными внутренними каналами охлаждения повышает мощность двигателей до 10%. В производстве используются жаропрочные никелевые сплавы (Inconel 718) и титановые сплавы (TC4).
Автомобилестроение
Металлическая 3D-печать позволяет изготавливать компоненты подвески на 40% легче традиционных, корпуса электроприводов и детали водородных топливных систем. Интеграция 20 отдельных деталей в одну монолитную конструкцию сокращает цикл изготовления до 37 часов и повышает надёжность.
Медицина
Индивидуальные эндопротезы тазобедренных, коленных и локтевых суставов, черепные импланты, стоматологические конструкции, хирургические инструменты. Пористые структуры, имитирующие губчатую кость, способствуют остеоинтеграции, а полное соответствие анатомии пациента сокращает время операции на 30%.
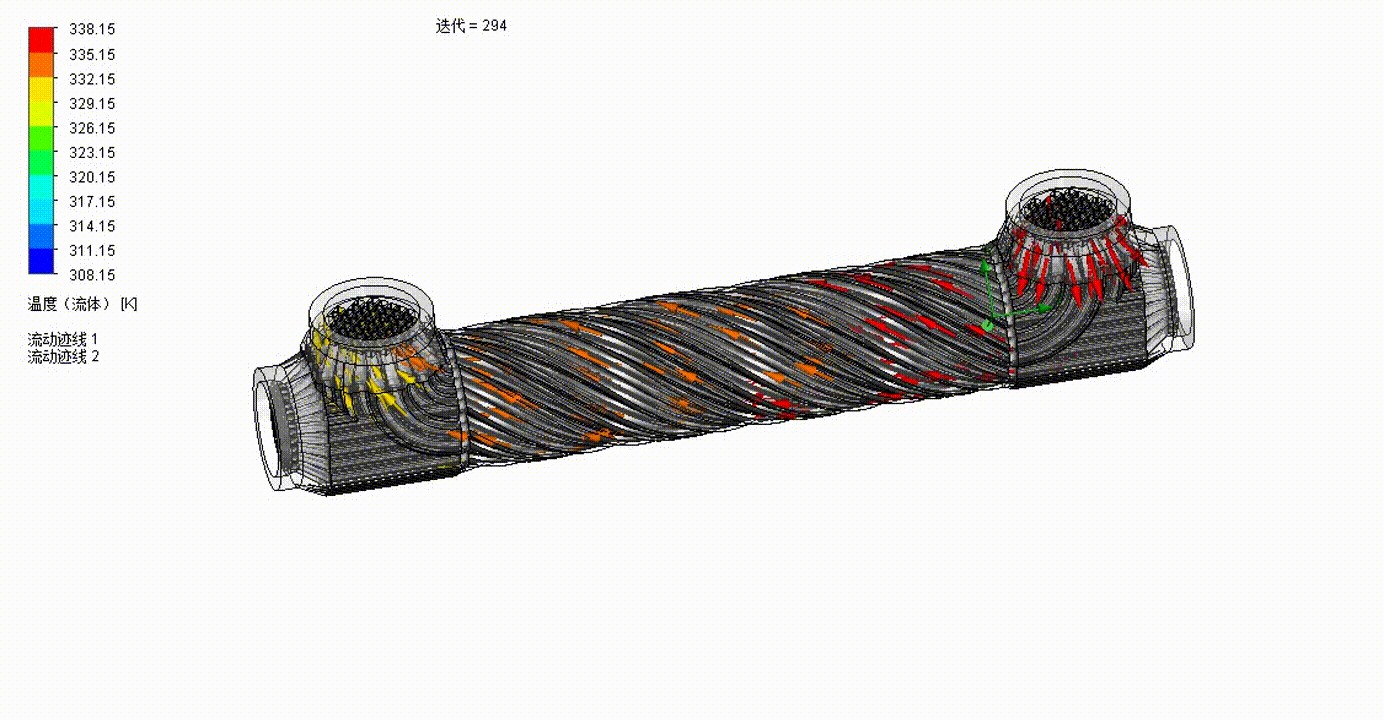
Энергетика
Высокоэффективные теплообменники с оптимизированными внутренними геометриями. По сравнению с традиционными — снижение массы и объёма более чем на 90%, уменьшение стоимости производства на 50%. Никелевые суперсплавы обеспечивают работу при высоких температурах и давлениях.
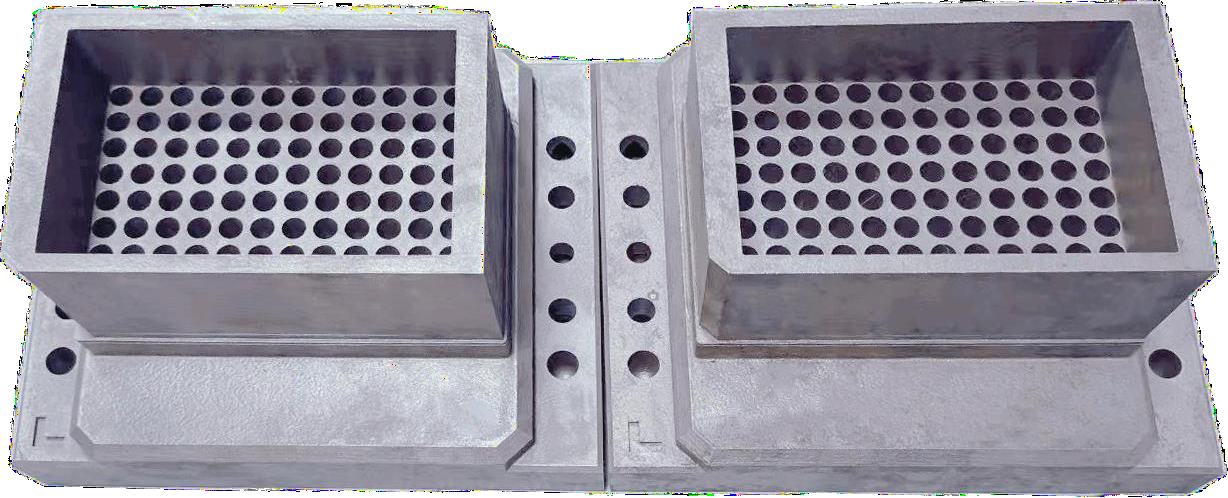
Пресс-формы и штампы
Конформные каналы охлаждения, невозможные при традиционной механической обработке, сокращают цикл литья под давлением до 35%. Полировка поверхности до класса А1. Возможность ремонта и восстановления существующих форм продлевает их срок службы.
3C-электроника
Тонкостенные корпуса, кронштейны и разъёмы для потребительской и промышленной электроники. Оптимизированные параметры печати снижают пористость с 80 до 23 мкм, шероховатость — с 16,3 до 6,4 мкм. Производительность до 16 деталей в час при толщине стенок менее 0,3 мм.
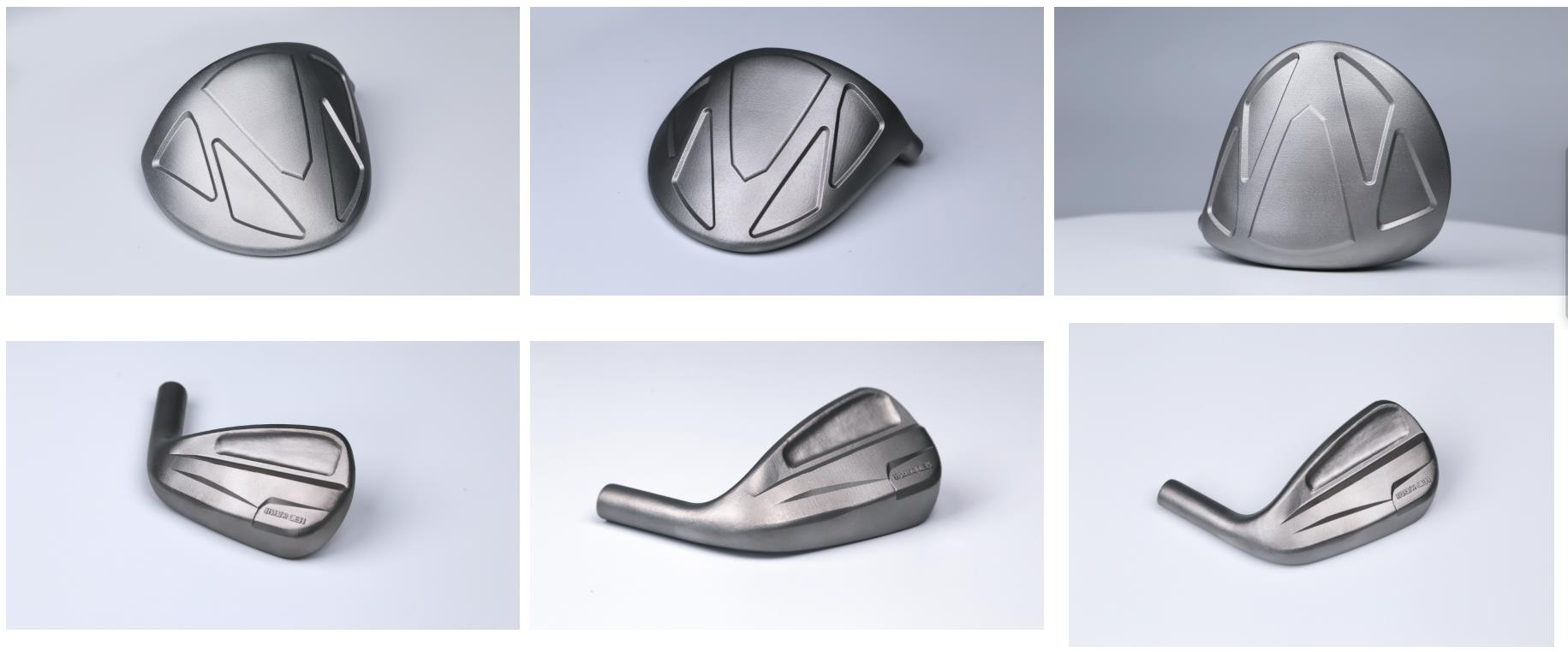
Спортивные товары
Головки клюшек для гольфа из титанового сплава массой 120–160 г. Титановые компоненты велосипедов (дропауты, рамы) с оптимальным соотношением прочности и веса. Печать 104 деталей за 25,8 часов на HBD 400 — высокая производительность при сохранении качества каждой детали.

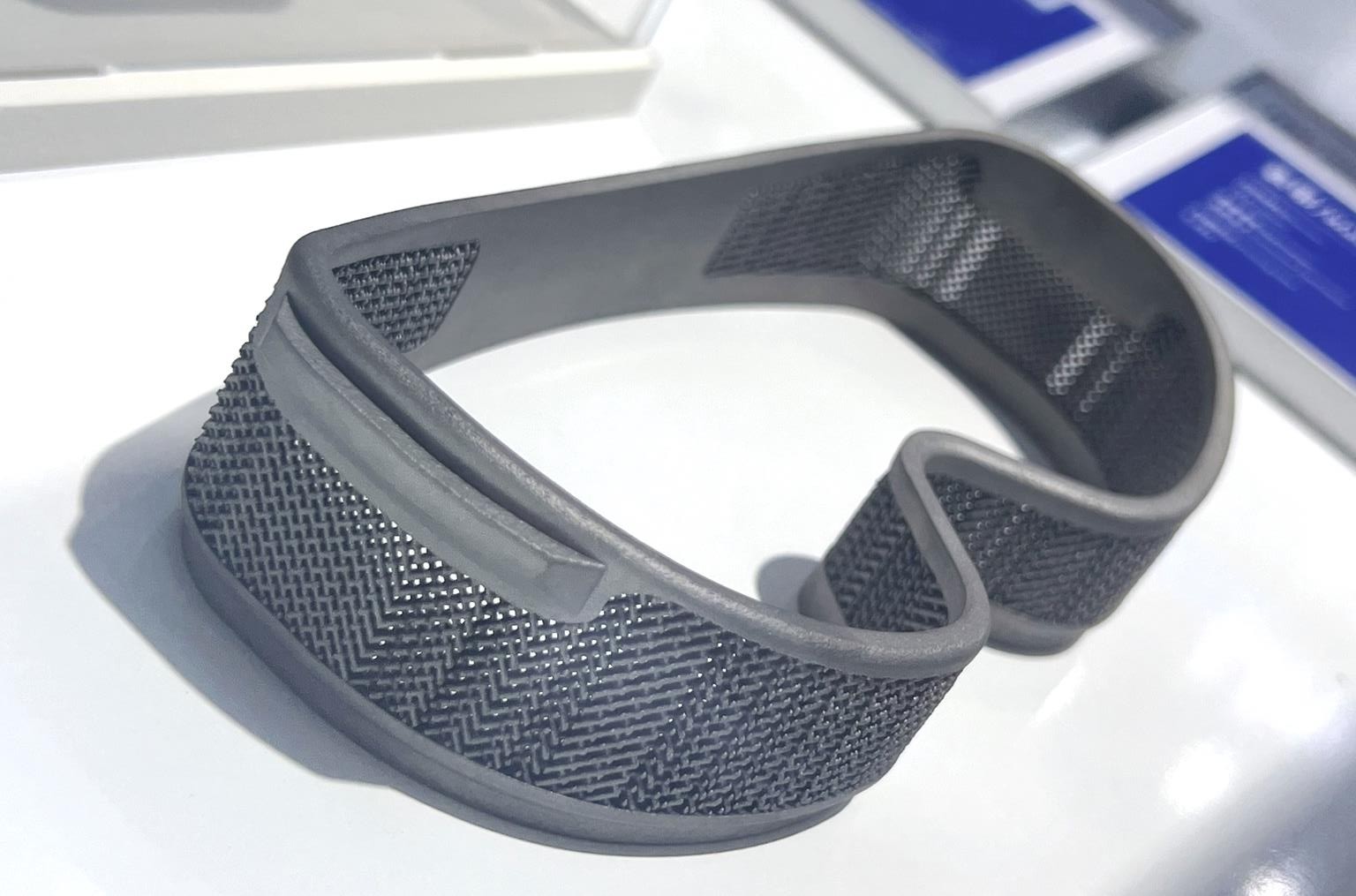
Обувные пресс-формы
Многослойная печать с оптимизацией толщины слоя позволяет воспроизводить сложные текстуры поверхности. Вес одной пары форм — 2,2 кг, время печати 19 часов на HBD 350. Полная замена традиционного набора форм с ускорением цикла производства обуви.
Медицинские направления
Эндопротезы тазобедренного и коленного суставов
Ацетабулярная система, коленный сустав. Индивидуальные решения для эндопротезирования. Пористые структуры на поверхностях имплантов обеспечивают быстрое врастание костной ткани. Восстановление функции сустава с учётом анатомических особенностей пациента.
Эндопротезы локтя и крестцового отдела
Тотальный эндопротез локтевого сустава для восстановления функции верхней конечности. Крестцовые импланты для восстановления опорной функции и целостности позвоночника после травм и резекций.
Черепные имплантаты (краниопластика)
Индивидуальные титановые пластины для устранения дефектов костей черепа любой локализации. Точное соответствие контурам черепа обеспечивает надёжную защиту головного мозга и отличный косметический результат.
Эндопротезы запястья и голеностопа
Имплантаты для сохранения функций и объёма движений кисти. Таранные компоненты, совместимые с различными анатомическими системами. Микронная точность изготовления гарантирует идеальное сопряжение с костными структурами.
Стоматологические импланты
Высокоточные стоматологические импланты из титана. 3D-печать позволяет создавать импланты и абатменты с микронной точностью, идеально соответствующие индивидуальной анатомии. Сокращение времени изготовления по сравнению с традиционными методами.

Примеры реализации
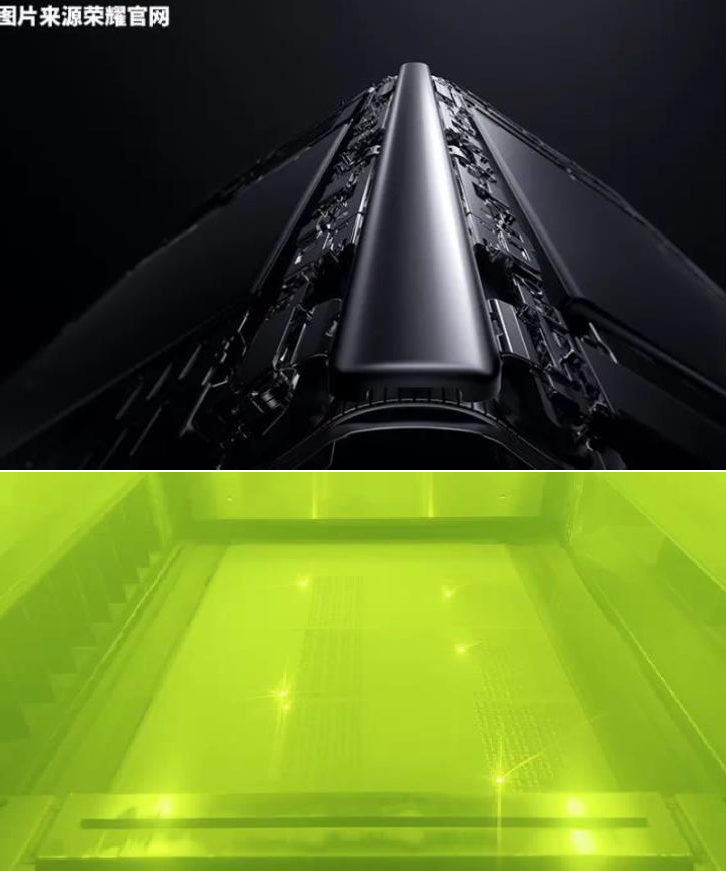
Шарнирная крышка Magic V2
Первое в отрасли применение авиационного титанового сплава для 3D-печати шарнирной крышки складного смартфона. Деталь выдерживает более 400 000 циклов складывания. Серийное производство на HBD 400.
- Оборудование: HBD 400
- Количество: 1965 шт.
- Время печати: 58 ч (< 2 мин/деталь)
Детали 3C-электроники
Серийное производство тонкостенных деталей из титанового сплава Ti6Al4V для потребительской электроники. Оптимизированная ориентация деталей позволила достичь производительности до 16 штук в час с минимальным припуском на механическую обработку 0,2 мм.
- 168–192 шт./цикл
- 12–14 ч / цикл
- 12–16 шт./ч
- Ti6Al4V
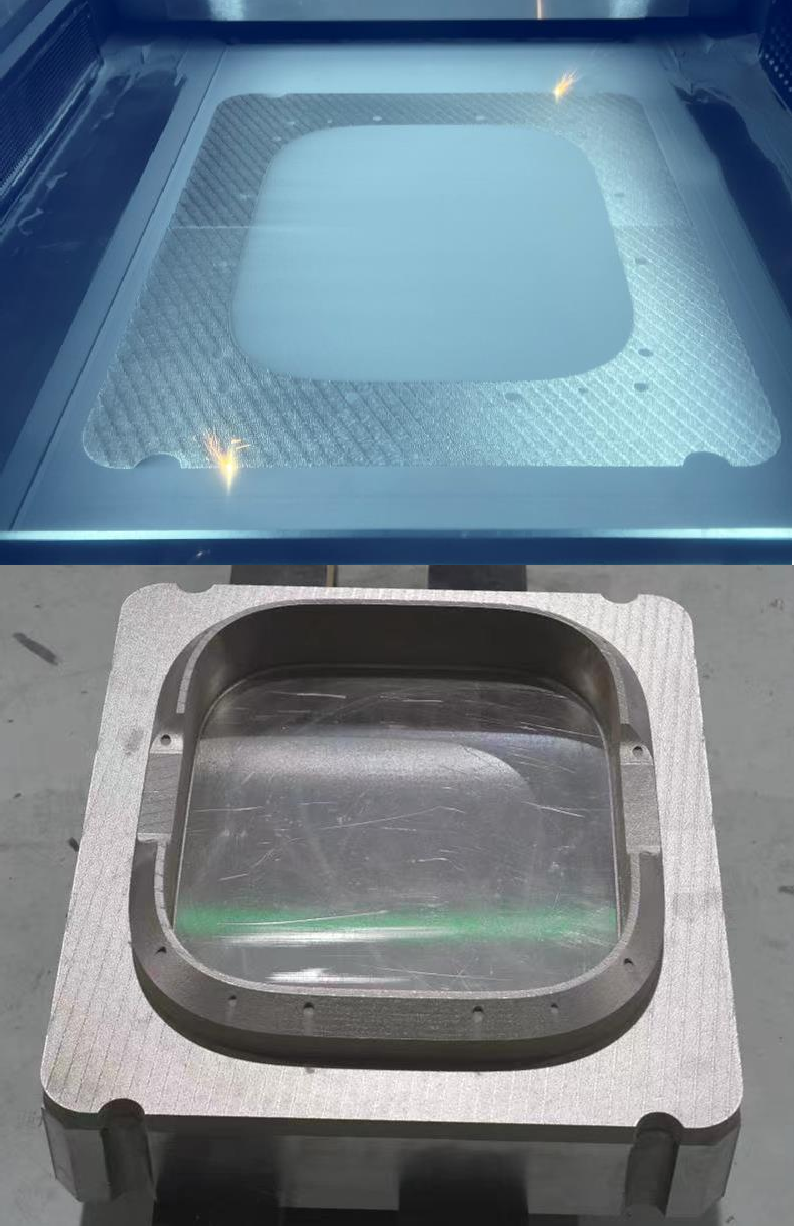
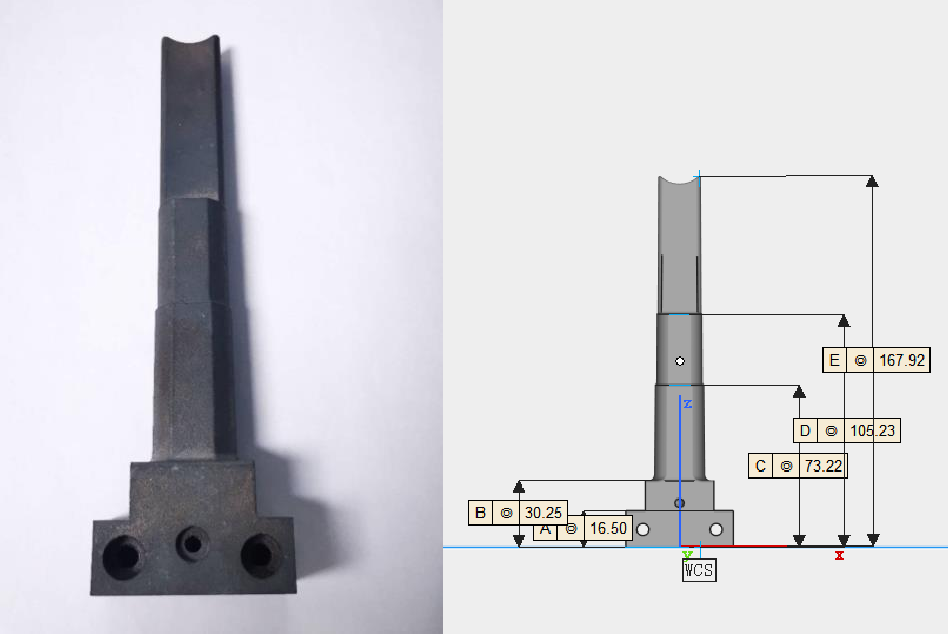
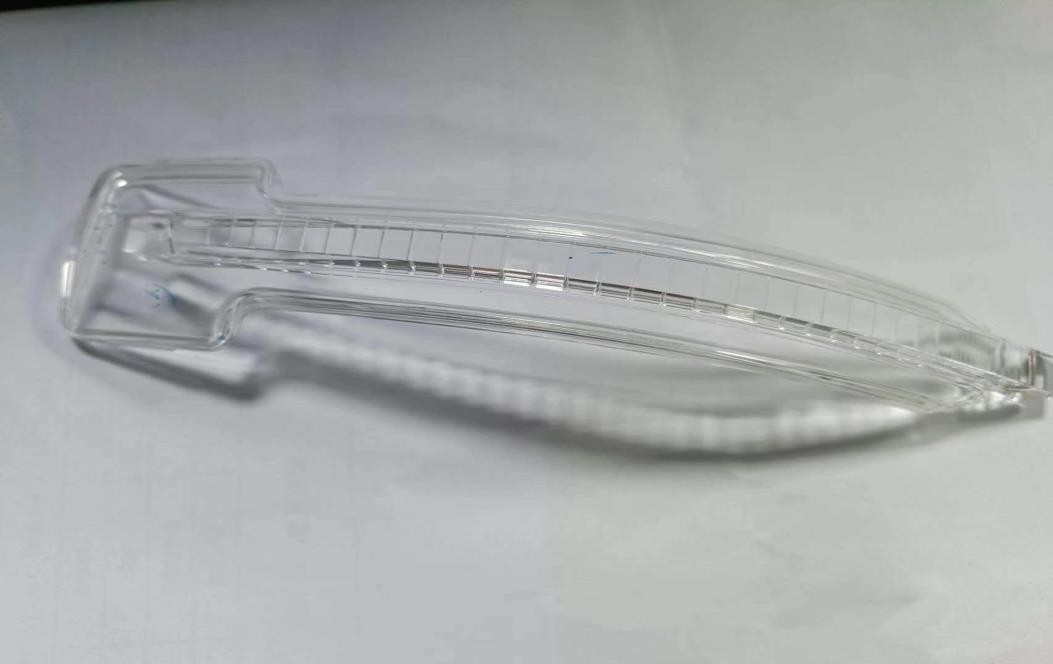
Пресс-форма для автомобильной оптики
Пресс-форма с конформными каналами охлаждения для литья под давлением рассеивателей из PMMA. Требование к полировке — класс А1. Сокращение цикла литья со 128 до 105 секунд (экономия 17%) за счёт равномерного охлаждения.
- Материал: нержавеющая сталь
- Цикл до: 128 с
- Цикл после: 105 с
- Экономия: ~17%